
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com
介绍的是这个打印有毛边的解决方法,大家可以往下面看! : 1、烫金纸与耗材有关,建议更换烫金纸。 2、建议把耗材的厚度增加! 全自动烫金机打印有毛边,一个跟精度有关,另外跟耗材也有关系,可以更换质量稍微好点的耗材试一下。 打印机老是出纸,先确定下你的纸是否从感应器下通过,然后可以校正下纸张,如果在不打印情况下走纸正常的话,那就是你打印软件里面设置的标签尺寸跟你的实际标签尺寸不符。能是棍子有点问题了 检查一下有磁性的那个棍子。
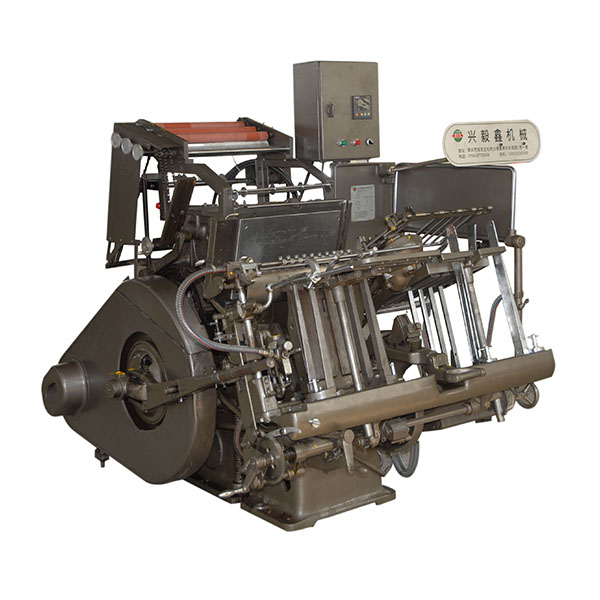
又叫啤机、裁切机、数控冲压机,主要用于相应的一些非金属材料、不干胶、EVA、双面胶、电子、手机胶垫等的模切(全断、半断)、压痕和烫金作业、贴合、自动排废,模切机利用钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。是印后包装加工成型的重要设备。工作原理模切机的工作原理是利用模切刀、钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。若是将整个印品压切成单个图形产品称作模切;若是利用钢线在印品上压出痕迹或者留下弯折的槽痕称作压痕;如果利用阴阳两块模板,通过给模具加热到一定温度,在印品表面烫印出具有立体效果的图案或字体称为烫金;如果用一种基材复在另一种基材上称为贴合;排除*以外其余的部分称为排废;以上可以统称为模切技术。

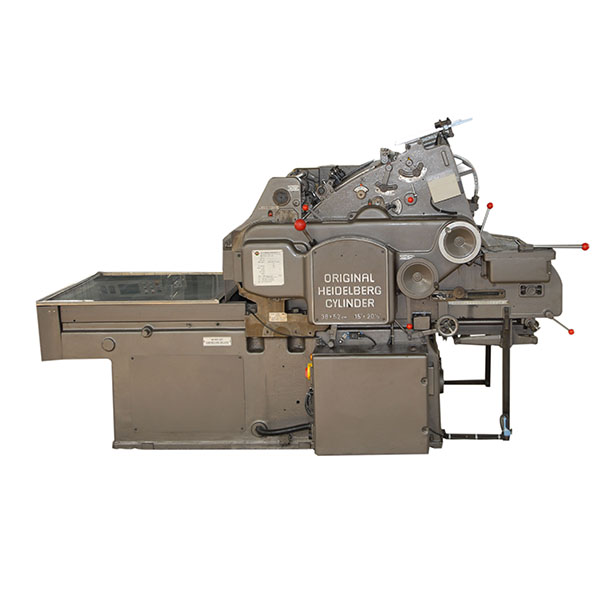
胶片烫金机适合金属、玻璃、陶瓷、塑胶、木材、皮革等材质的工件烫印。如日用品、电器、汽车配件、五金工具、儿童玩具、工艺品及化妆品等烫印。那么国内的这个烫金技术与国外的有什么区别呢?下面为大家讲述一下。 目前,国外先进的模切机、烫金机正进一步向智能化、多功能、大幅面、高速度、高精度、高稳定性及联机化方向发展,国产机主要是卧式平压平模切机、胶片烫金机烫金模切两用机在某些方面与世界先进水平已相当接近。而圆压平、圆压圆型机及联机化方面差距还相当大,必须大力开发研制此类设备。国产模切机、全自动烫金机要整体赶上世界先进水平还有相当长一段路要走,在速度、功能、精度上尤其在机器稳定性、可靠性及售后服务上还有一定差距,要进一步提高和改善机器性能,需要加强对关键件和系统可靠性的理论研究,并使之用于实践,运用各种现代设计方法将关键件的设计水平提高到新水平,从而进一步提高机器的性能和稳定性。目前,国产机有着诱人的性能价格比,又有市场持续增长的需要,还有人们传统观念转变等诸多的优势,加之国家的重视,为模切机、全自动烫金机的发展创造了相当好的条件,全面赶超世界先进水平还是有可能的。

凸版烫金产品版面结构的设计,要注意所采用纸张的性质,才能取得较好的印刷效果。如铜版纸、玻璃粉卡等光滑度好的纸张,可采用大面积的金版,但又要考虑到纸面光亮洁白这一特点,在底色金版中要注意突出露白装饰,即利用纸面光泽与金色版面的适当相衬,力求让版面达到“光彩照人”的美感效果。印刷胶版纸等纸面光滑度较差的纸,则应尽量避免大面积。另外,在同一版面上,图文大小、粗细不宜相差太大。阴字、阴图、阳字不宜太细小,以免出现糊版。金色版面应尽量叠印于深色实地上。如红底、蓝底上烫金效果较好。而印在折纸上或黄底上,效果就不明显著。很多印刷厂的设计人员这方面都没做到位。 二、要把好装版工艺技术关,保证质量 彩色印刷压力均匀充分,是防止印刷发花,保证印刷质量的工艺要求。传统的木底托装版,容易因底托缺乏坚实和平整度,产生不良印刷效果而不宜采用。所以,烫金版托应采用抗压强度高、平整度好的金属性材料,如磁性版托、铝底托等,可较好地防止印刷中途压变异,产生的墨色发花现象。当版面不够平整时,可在滚筒包衬中用剪贴纸贴垫,粘贴位置要准确,胶液要薄刷而均匀,以确保印刷版面压力足够又均匀,保持良好的墨色质量。 三、合理调整好机台,提高烫金工艺效果 凸版全自动烫金机与印其它彩色实地图版所不同的是,它要求匀墨辊和着墨辊越少越好,这是因为印刷机转速越快,墨辊之间转动摩擦所产生的热量就越大,就会促使金墨中的调金粉颗粒残留在墨辊上凝结干燥,剩墨的堆积就越来越多,必然造成金墨传递性能下降。另外,由于墨辊太多,金粉不能很快地传递到印版上,伴随着墨辊摩擦系统的增加,金粉表面的保护层(即硬脂酸等物质)容易被破坏掉,而致使金粉氧化变色,失去光亮效果。

调整上刀方法与下刀相同,依据裁剪板材的厚度,将上刀调整至合适的间隙,将上下压轮于刀对齐。依次调整好各付刀具的位置。2、开机前先将工作台及周围工具和与工作无关物品清理干净。接通总电源,再合上调速控制箱开关,调节滚到转速。关机时程序于此相反。3、调整刀口间隙时不得敲击刀口,防止刀口崩裂。调整刀口间隙时一般应先调整下刀位置,调整时使用专业工具松开刀片底座上的紧固螺栓,左右活动刀片底座至合适位置,然后将紧固螺栓拧紧。4、操作者必须熟悉设备的一般结构及性能,严禁超性能使用设备。操作平台上的靠模已由厂家*调整后定位,非特殊情况不得调制调整。



