
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com

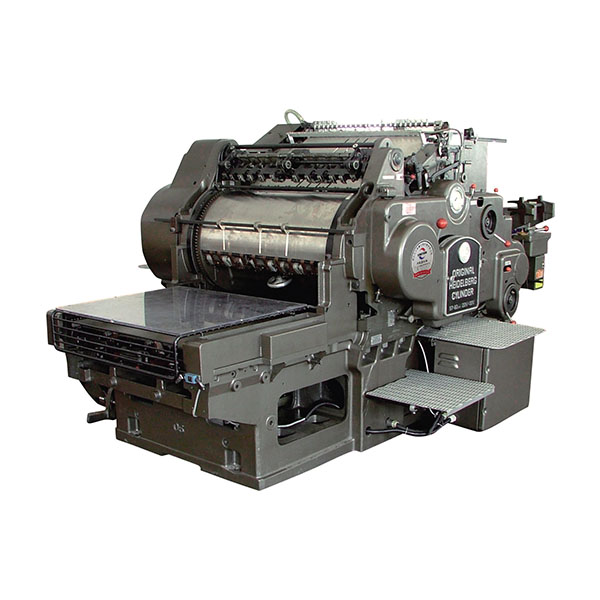
工艺是包装印刷品最常用到的一道工艺,就是用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他圈装坯料轧切成所需形状或切痕的成型工艺。压痕工艺则是利用压线刀或压线模,通过压力的作用在板料上压出线痕,或利用滚线轮在板按预定位置进行弯折成型。通常压痕工艺是把模切刀和压线刀组合在同一个模板内,在模切机上同时进行模切和压痕加工的工艺,简称为模切。工艺介绍模切压痕的主要工艺过程为:上版→调整压力→确定规矩→粘贴基材辅料→试压模切→正式模切压痕→清废→成品收卷或切张成片→点数包装。
烫金纸的质量检测烫金纸在正式生产前应进行品质检验,并制订相应的质量检验标准,检验内容一般有: ⑴外观。主要是颜色、光亮度、同批次的色差、镭射烫金纸拼缝宽度允许范围、肉眼可见的砂眼、黑斑允许数量及全息防伪的2D或3D图案的完整性和符合标准样等。⑵烫印特性。主要指剥离性、可承受的最高温度和粘附性。⑶烫印后的特性。主要是耐磨性、耐高温性以及耐各种溶剂(如UV上光、覆膜及表面印刷后的颜色稳定性)和压痕的抵抗能力等。⑷全息防伪烫金纸的光标间距稳定性和左右分切时左右光标偏移允许误差等。

凸版烫金产品版面结构的设计,要注意所采用纸张的性质,才能取得较好的印刷效果。如铜版纸、玻璃粉卡等光滑度好的纸张,可采用大面积的金版,但又要考虑到纸面光亮洁白这一特点,在底色金版中要注意突出露白装饰,即利用纸面光泽与金色版面的适当相衬,力求让版面达到“光彩照人”的美感效果。印刷胶版纸等纸面光滑度较差的纸,则应尽量避免大面积。另外,在同一版面上,图文大小、粗细不宜相差太大。阴字、阴图、阳字不宜太细小,以免出现糊版。金色版面应尽量叠印于深色实地上。如红底、蓝底上烫金效果较好。而印在折纸上或黄底上,效果就不明显著。很多印刷厂的设计人员这方面都没做到位。 二、要把好装版工艺技术关,保证质量 彩色印刷压力均匀充分,是防止印刷发花,保证印刷质量的工艺要求。传统的木底托装版,容易因底托缺乏坚实和平整度,产生不良印刷效果而不宜采用。所以,烫金版托应采用抗压强度高、平整度好的金属性材料,如磁性版托、铝底托等,可较好地防止印刷中途压变异,产生的墨色发花现象。当版面不够平整时,可在滚筒包衬中用剪贴纸贴垫,粘贴位置要准确,胶液要薄刷而均匀,以确保印刷版面压力足够又均匀,保持良好的墨色质量。 三、合理调整好机台,提高烫金工艺效果 凸版全自动烫金机与印其它彩色实地图版所不同的是,它要求匀墨辊和着墨辊越少越好,这是因为印刷机转速越快,墨辊之间转动摩擦所产生的热量就越大,就会促使金墨中的调金粉颗粒残留在墨辊上凝结干燥,剩墨的堆积就越来越多,必然造成金墨传递性能下降。另外,由于墨辊太多,金粉不能很快地传递到印版上,伴随着墨辊摩擦系统的增加,金粉表面的保护层(即硬脂酸等物质)容易被破坏掉,而致使金粉氧化变色,失去光亮效果。
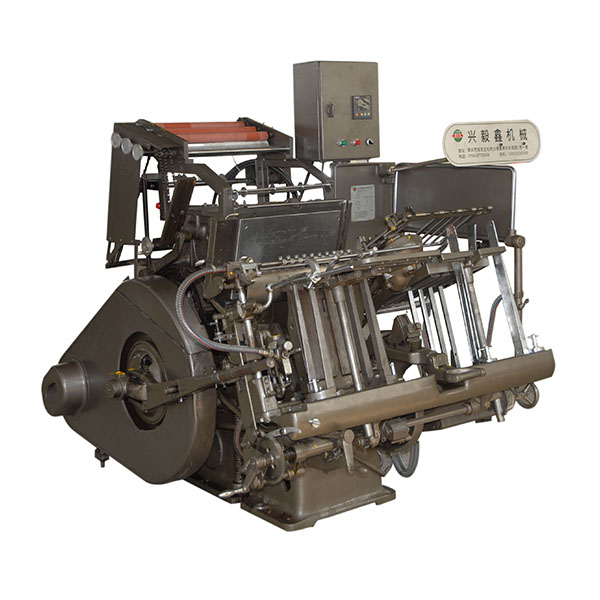
全自动啤烫两用机在现在的产品表面装饰中起到了尤为重要的作用,所谓工欲其善其事必先利其器。意思为工匠想要使它的工作做好,一定要先让他的工具锋利。形容这要想做好一件事其准备工作是非常重要的。机器在使用过程中也是必须注意保养的,没有合理的保养就机械就会生锈老化,在工作时要是出现意外情况则会耽误生产流程,那么我们应该怎样保养这些器械呢?下面就让小编来带大家了解一下。 首先全自动啤烫两用机在使用的过程中会不可避免的受到外部环境的影响,一些脏东西进入烫金机内部就会造成烫金机的使用故障,严重的增加烫金机的负担,减少使用寿命。所以有一个干净的环境和定期清理的习惯是非常重要的。其次就是烫金机的润滑,设备经过一段时间的运行,在印刷机等的电源切断以保障安全的情况下,清理各个活动部位的旧油污,然后重新涂上一遍干净的润滑油。最后检查烫金机的螺丝松紧度也是需要特别注意的,一些铝制部件的紧固螺丝,一定不要超过一定的扭力,只要微微锁紧就可以,否则容易造成滑丝。

FC系列出色的套印精度可以在同一纸张上反复烫印,大大节省了纸张的浪费,精准的套印将为您提高20%-30%的成品率。2、构造先进:圆压平烫金采用平面烫金版和圆形的压印滚筒, 平面的烫金版容易制作,而圆形的压印滚筒又使其烫印压力成为线性;圆压平烫印实施线压力,总压力小,以相对较小的压力轻松完成大面积实地烫金,运动平稳,弥补了平压平烫金工艺的不足。 3、高效率传统烫金工艺加工大都需要多人操作且每一板烫印的过程需要停顿所浪费的时间要远远超过操作时间。其中成品的数量和质量还要取决于操作者的熟练程度。FC系列由PLC驱动连续不间断烫印保证了每一板的烫印质量和效果;直观明了的液晶显示屏操作起来更加得心应手,比传统烫金工艺提高近200%出产率。



