
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com
转印与植绒转印稍有区别,是在其他形式的印花之前进行,植绒转印是待其他形式的印花品种印完后再进行。1.设备:普通印花台板和带有温控的电熨斗。2.材料:国产烫金纸或进口烫金纸。裁切使其超出图案边沿1Cm左右,能完全覆盖图案。3.黏合剂:除具备间接转印要求外,还要具有较强的黏合力和柔软性,富有弹性,有较好的网印适应性,与印花色浆能很好地混合,干燥性适中。色泽可根据烫金纸的颜色调配。4.印前准备:与间接转印的区别在于不拼版输出单个图案,可与其他印花品种交叉共同出现在一个图案中,品种十分丰富,如:烫金+胶浆印花、烫金+胶浆印花+植绒、烫金+热固油墨印花+金银葱+厚版等等。其他要求与间接转印相同。5.晒版及印刷:用60~100目丝网晒丝网版(网纱经纬与网框呈45°角),把织物铺在印花台板上,印黏合剂1~3遍后焙烘或自然晾干。 6.转印:熨斗通电加热至120℃左右,把巳裁好的烫金纸(若是小图案则可用间接转印裁下的边角料,但颜色必须一致)反铺在巳刮好图案的织物上,要完全覆盖住图案,然后直接在印花台板上用熨斗小心地、缓慢地、力度均匀地压烫,烫金纸本身也涂有黏合剂,尽量控制熨斗不要压在无图文部分而使织物出现瑕疵。稍后要十分小心地、顺着织物经纬方向剥去烫金纸的涤纶基纸,撕剥的速度不能过快。根据图案需要再依次进行其他品种的印花,使图案丰富多彩。影响烫金转印质量的关键因素就是烫金纸转印黏合剂的选用。间接转印与直接转印用的热熔胶品种状态有所不同,前者使用聚乙烯、聚酰胺、聚酯EVA树脂等,后者是乳液形式。注意事项:(1)为防止烫金纸转印不完全或洗涤后部分烫金纸脱落而影响美观,调制的黏合剂颜色深浅尽量能与烫金纸颜色相匹配。(2)要具有较好的网印适性,印后干燥程度直接影响烫金纸转印效果。在直接干燥状态下进行为宜。(3)受热后有较好反应瞬间熔化黏结性,黏结在15~30Pa。(4)要考虑热熔黏合剂热熔温度与织物承受程度,避免造成不必要的损失,一定先做小样测试后生产,有的织物不能承受高温就不能进行压烫。(5)有较好的耐洗涤性。

凸版烫金产品版面结构的设计,要注意所采用纸张的性质,才能取得较好的印刷效果。如铜版纸、玻璃粉卡等光滑度好的纸张,可采用大面积的金版,但又要考虑到纸面光亮洁白这一特点,在底色金版中要注意突出露白装饰,即利用纸面光泽与金色版面的适当相衬,力求让版面达到“光彩照人”的美感效果。印刷胶版纸等纸面光滑度较差的纸,则应尽量避免大面积。另外,在同一版面上,图文大小、粗细不宜相差太大。阴字、阴图、阳字不宜太细小,以免出现糊版。金色版面应尽量叠印于深色实地上。如红底、蓝底上烫金效果较好。而印在折纸上或黄底上,效果就不明显著。很多印刷厂的设计人员这方面都没做到位。 二、要把好装版工艺技术关,保证质量 彩色印刷压力均匀充分,是防止印刷发花,保证印刷质量的工艺要求。传统的木底托装版,容易因底托缺乏坚实和平整度,产生不良印刷效果而不宜采用。所以,烫金版托应采用抗压强度高、平整度好的金属性材料,如磁性版托、铝底托等,可较好地防止印刷中途压变异,产生的墨色发花现象。当版面不够平整时,可在滚筒包衬中用剪贴纸贴垫,粘贴位置要准确,胶液要薄刷而均匀,以确保印刷版面压力足够又均匀,保持良好的墨色质量。 三、合理调整好机台,提高烫金工艺效果 凸版全自动烫金机与印其它彩色实地图版所不同的是,它要求匀墨辊和着墨辊越少越好,这是因为印刷机转速越快,墨辊之间转动摩擦所产生的热量就越大,就会促使金墨中的调金粉颗粒残留在墨辊上凝结干燥,剩墨的堆积就越来越多,必然造成金墨传递性能下降。另外,由于墨辊太多,金粉不能很快地传递到印版上,伴随着墨辊摩擦系统的增加,金粉表面的保护层(即硬脂酸等物质)容易被破坏掉,而致使金粉氧化变色,失去光亮效果。

工艺是包装印刷品最常用到的一道工艺,就是用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他圈装坯料轧切成所需形状或切痕的成型工艺。压痕工艺则是利用压线刀或压线模,通过压力的作用在板料上压出线痕,或利用滚线轮在板按预定位置进行弯折成型。通常压痕工艺是把模切刀和压线刀组合在同一个模板内,在模切机上同时进行模切和压痕加工的工艺,简称为模切。工艺介绍模切压痕的主要工艺过程为:上版→调整压力→确定规矩→粘贴基材辅料→试压模切→正式模切压痕→清废→成品收卷或切张成片→点数包装。

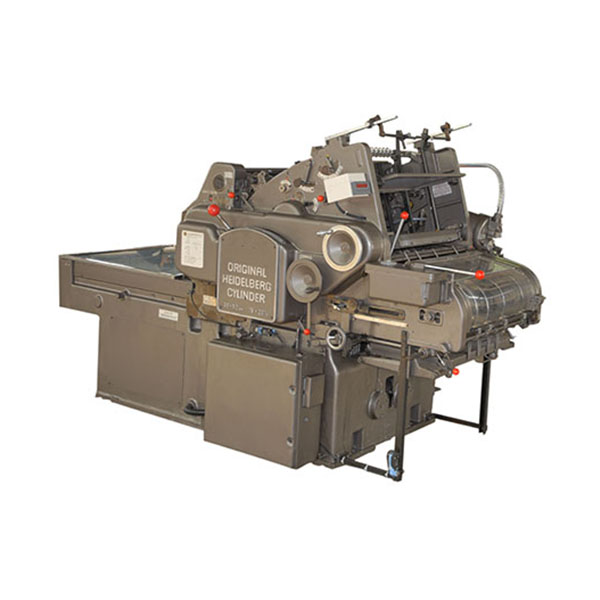
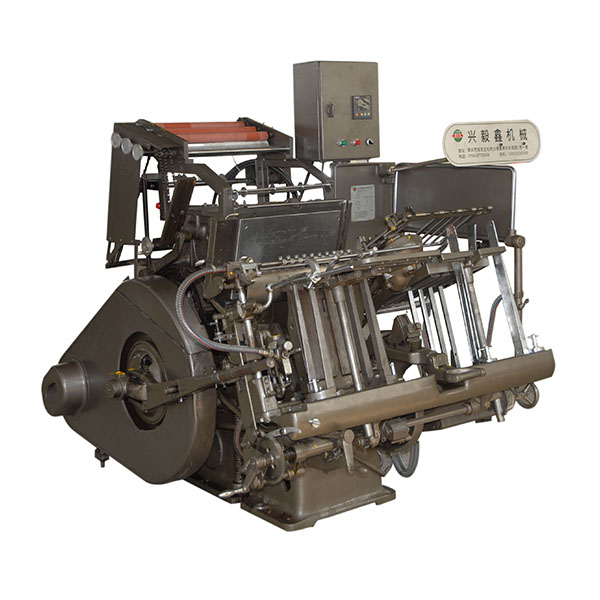
海德堡烫金机又叫啤机、裁切机、数控冲压机,主要用于相应的一些非金属材料、不干胶、EVA、双面胶、电子、手机胶垫等的模切(全断、半断)、压痕和烫金作业、贴合、自动排废,模切机利用钢刀、五金模具、海德堡烫金机钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。是印后包装加工成型的重要设备。工作原理模切机的工作原理是利用模切刀、钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。若是将整个印品压切成单个图形产品称作模切;若是利用钢线在印品上压出痕迹或者留下弯折的槽痕称作压痕;如果利用阴阳两块模板,通过给模具加热到一定温度,在印品表面烫印出具有立体效果的图案或字体称为烫金;如果用一种基材复在另一种基材上称为贴合;排除*以外其余的部分称为排废;以上可以统称为模切技术。
可调整两爪形块和齿轮盘的位置,爪块上行移动,压力增加剪切爪形的街区的每一个动作一个齿,两个表面之间的距离变化的量约0.1毫米,通常采取行动的时候只有一个牙。2、当爪形块在齿板位置最最后一个牙齿,你应该考虑更换新的齿轮和偏心偏心距。以下方法可以用来调整:松开螺丝松开了齿轮偏心调整板、齿轮扳手把机背齿轮偏心。然后注意:牙齿的数量双方必须平等的旋转,旋转不超过三个牙齿。安装齿调整板、螺丝、爪形块将被调整到第一颗牙,看着剪切压力效应,效果不满意,你可以做出调整,应该注意偏心旋转的齿轮的牙齿,应小于第一旋转的牙齿。当左边或者右边当压力太小,这个方法也可以被使用,即小压力的调整哪边哪边齿轮偏心,试着减少爪形块适当返还1 - 2的牙齿。3、当上、下部分压力,释放垫和钩式紧固板调整螺钉块、钩型垫增加厚度的垫片同时减少板厚度的垫片在音调的块,面临越来越大的压力的工作表面单元;反之,低压力。



