
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com

圆刀机属模切机的一种,全称为“多工位轮转模切机”,简称轮转机,俗称圆刀机、滚刀机或圆刀模切机。它以滚刀的形式连续旋转进行模切加工,是模切机中生产效率*的机种之一。分为2座、3座、5座、7座等系列圆刀模切机型。圆刀模切是通过刀刃与垫辊挤压材料达到模切的目的,垫辊是一个表面光滑而又坚硬的圆柱体轴,圆刀加工则是在一个工艺过程中完成对多层材料的复合与加工的模切方法。目前从多工位圆刀机张力控制系统来看,一般分为两种:一种是采用程序全自动张力控制,通过预先设定的程序,自动计算收放料轴卷径大小,及时计算扭力,从而保证张力稳定。程序全自动张力控制系统在欧美得到广泛应用;在众多操作者看来,程序全自动张力控制系统优点非常明显,如材料不需要多次缠绕;减少材料刮伤、变形;操作简单方便,程序升级容易等。

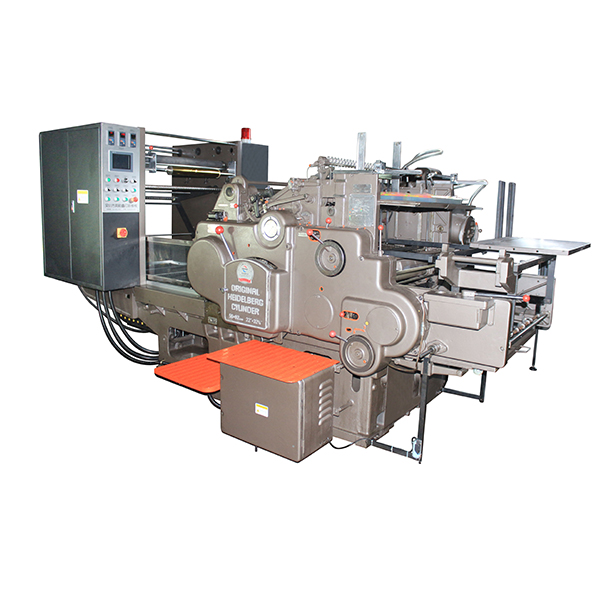
全自动啤烫两用机是烫金的一种干式加工方法,工件烫金后可立即包装、运输,因此烫金技术被广泛地采用,烫印的适用范围还在不断扩大。下面来详细讲述了解一下全自动啤烫两用机技术。全自动烫金机的烫金工艺是一种不用油墨的特种印刷工艺,所谓烫金是指在一定的温度和压力下将电化铝箔烫印到承印物表面的工艺过程,烫金机就是完成烫金工艺的设备。由于电化铝箔质量的优劣、规格、型号等都会影响到烫印质量,因此,科学合理选用电化铝箔是提高烫金工艺质量的先决条件。全自动烫金机的的烫金工艺流程:烫印准备→装版→垫版→烫印工艺参数的确定→试烫→签样→正式烫印。
无可否认,在印刷机械里,的作用是不容我们小觑的。从电视机框到塑胶周转箱,从冰箱隔层三边一次性完成异形烫金到玻璃瓶曲面,需要烫金的产品有很多。不过,让这些厂家头痛的是,市面上的优质烫金机并不多见,为了让自己的产品有更好的外观,他们只得在海量的烫金机里沙里淘金,希望能找到一款让自己满意的烫金机产品。烫金机哪家最靠谱? 深圳市兴毅鑫印刷机械有限公司以自己的实际行动做出了响亮的回答。记者在采访过程中了解到,通亚印刷推出的烫金机产品不但种类齐全,结构合理,在性能和价格上也是让众多用户赞不绝口的。为了帮助客户满足印刷的需求,通亚印刷推出了一系列烫金机产品,除了有全自动单色烫金机、数控仿形烫金机,更是有酒瓶盖全自动烫金机、电视机框专用烫金机、冰箱U形架全自动烫金机,在产品的细分上达到了很高的要求。同时,在性价比上,这些烫金机产品也是无可挑剔的。据记者观察,通亚印刷的烫金机产品在运行稳定性、印刷精度上都是首屈一指的,在同类产品中处于遥遥领先的地位。而在价位上,这些烫金机产品却保持在合理的水平上。这样一来,当用户在对比烫金机的性价比时,都会对通亚印刷的产品感到十分满意。

的电化铝烫印范围非常广泛,从一般书籍封面、商标图案、宣传广告、塑料制品到日用百货,从纸张到皮革、棉布等;再则,是一种干式加工方法,工件烫金后可立即包装、运输。全自动烫金机的烫金原理是什么呢。下面为大家介绍一下。全自动烫金机主要是利用热压转移的原理。在合压作用下电化铝与烫印版、承印物接触,由于电热板的升温使烫印版具有一定的热量,电化铝受热使热熔性的染色树脂层和胶粘剂熔化,染色树脂层粘力减小,而特种热敏胶粘剂熔化后粘性增加,铝层与电化铝基膜剥离的同时转印到了承印物上,随着压力的卸除,胶粘剂迅速冷却固化,铝层牢固地附着在承印物上完成一烫印过程。从电化铝的组成和烫印机理看,要想获得理想的烫印效果,烫印所用的电化铝箔必须符合下列要求:底层涂色均匀,没有明显色差、色条和色斑;底胶涂层均匀,平滑、洁白无杂质,没有明显条纹、砂点和氧化现象;光泽度好;牢固度强;清晰度高;型号正确。完美的全自动烫金机的烫金效果主要取决于温度、压力和烫金速度三者互相配合的水平。因此,要控制烫金质量,应掌握好合理的烫金温度、烫金压力和烫金速度。这样为烫金创造良好的条件,才能最终使烫金质量得到保证。

可调整两爪形块和齿轮盘的位置,爪块上行移动,压力增加剪切爪形的街区的每一个动作一个齿,两个表面之间的距离变化的量约0.1毫米,通常采取行动的时候只有一个牙。2、当爪形块在齿板位置最最后一个牙齿,你应该考虑更换新的齿轮和偏心偏心距。以下方法可以用来调整:松开螺丝松开了齿轮偏心调整板、齿轮扳手把机背齿轮偏心。然后注意:牙齿的数量双方必须平等的旋转,旋转不超过三个牙齿。安装齿调整板、螺丝、爪形块将被调整到第一颗牙,看着剪切压力效应,效果不满意,你可以做出调整,应该注意偏心旋转的齿轮的牙齿,应小于第一旋转的牙齿。当左边或者右边当压力太小,这个方法也可以被使用,即小压力的调整哪边哪边齿轮偏心,试着减少爪形块适当返还1 - 2的牙齿。3、当上、下部分压力,释放垫和钩式紧固板调整螺钉块、钩型垫增加厚度的垫片同时减少板厚度的垫片在音调的块,面临越来越大的压力的工作表面单元;反之,低压力。

调整上刀方法与下刀相同,依据裁剪板材的厚度,将上刀调整至合适的间隙,将上下压轮于刀对齐。依次调整好各付刀具的位置。2、开机前先将工作台及周围工具和与工作无关物品清理干净。接通总电源,再合上调速控制箱开关,调节滚到转速。关机时程序于此相反。3、调整刀口间隙时不得敲击刀口,防止刀口崩裂。调整刀口间隙时一般应先调整下刀位置,调整时使用专业工具松开刀片底座上的紧固螺栓,左右活动刀片底座至合适位置,然后将紧固螺栓拧紧。4、操作者必须熟悉设备的一般结构及性能,严禁超性能使用设备。操作平台上的靠模已由厂家*调整后定位,非特殊情况不得调制调整。



