
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com

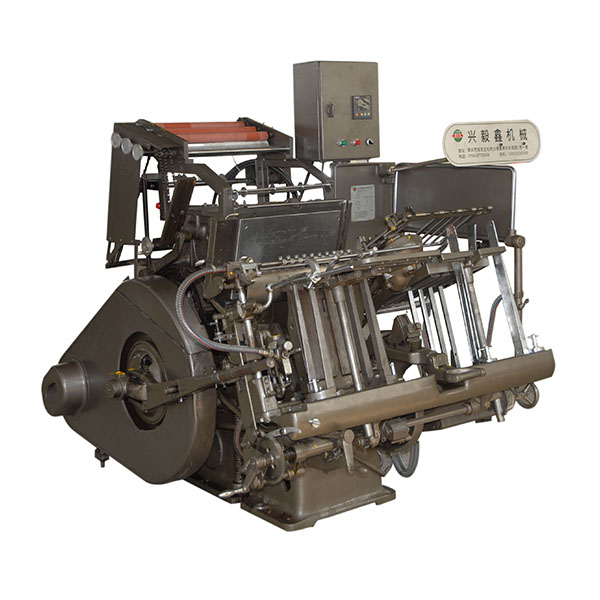
海德堡烫金机又称为“烫印”。一种印刷装饰工艺。将金属印版加热,施箔,在印刷品上压印出金色文字或图案。随着烫印箔及包装行业的飞速发展,电化铝烫金的应用越来越广泛。 任何工艺技术都会受到方方面面因素的因素,海德堡烫金机除去工艺操作流程本身可调控性,擅于控制烫金过程时的其他因素,会让烫金质量提升一定水平。温度调控 烫金本来一个加热过程,工艺设备过程温度对烫印有着十分重要的影响。合适的温度范围能使树脂层和胶粘剂适度融化,确保铝层转移顺利。压力调控烫印压力的大小决定电化铝的附着牢度。调整过程中,承印物、温度、速度、电化铝本身都应该作为考虑因素,确保压力处于理想状态下的均匀。速度调控一味加快印染速度,却导致产品质量不理想,反而得不偿失。控制好温度和压力的调控,确保烫印牢固,印花清晰,适当的提升速度完全没有问题

是一种印刷类机械设备,市面上常见的那种带有金色字体的书本还是别的什么东西基本上都是用烫金机来完成的,可以说它制作的物品无处不在。在使用的过程中,必须要注意三个重要的因素,那就是温度、压力、速度,只有三者相互配合才能发挥出醉的制造。从温度开始说起,烫金机的温度必须控制在相应的范围内,不能过高也不能过低,太高容易融化或者烧坏被印物品,太低会造成印刷毛糙,以至于掉落。第二点就是压力,铝层的转移必须要需要使用一定的压力才能印在相应的物品上。即便是温度够了但是压力不够也不会印上。所以必须相互的配合。第三点就是烫印机的速度,必须要控制两物体之间的印刷速度,太快造成印刷痕迹发花,太慢会造成印刷的不规范。第四点坏境,烫金机的环境,烫金机应该安装在干燥通风光线好的地方操作。所以这四点因素相互制约,相互配合,才能印出非常好的制品。兴毅鑫是一家优良的烫金机制造厂家,先进的技术理念可以带给您良好的体验烫金机在现在产品表面装饰中起着重要的作用,所谓工欲善其事必先利其器。谓工匠想要使他的工作做好,一定要先让工具锋利。比喻要做好一件事,准备工作非常重要。机器在使用的过程中也必须注意保养,不保养的机器就会生锈,就会老化,关键时刻才不会耽误生产流程。那么我们应该怎么保养这些机器呢?接下来我们说一说。

烫金纸的质量检测烫金纸在正式生产前应进行品质检验,并制订相应的质量检验标准,检验内容一般有: ⑴外观。主要是颜色、光亮度、同批次的色差、镭射烫金纸拼缝宽度允许范围、肉眼可见的砂眼、黑斑允许数量及全息防伪的2D或3D图案的完整性和符合标准样等。⑵烫印特性。主要指剥离性、可承受的最高温度和粘附性。⑶烫印后的特性。主要是耐磨性、耐高温性以及耐各种溶剂(如UV上光、覆膜及表面印刷后的颜色稳定性)和压痕的抵抗能力等。⑷全息防伪烫金纸的光标间距稳定性和左右分切时左右光标偏移允许误差等。

工艺是一种不用油墨的特种印刷工艺,所谓烫金是指在一定的温度和压力下将电化铝箔烫印到承印物表面的工艺过程,就是完成烫金工艺的设备。压痕机与烫金机用途区别压痕机与烫金机用途区别1、压痕机用途:平压压痕切线机是压制裁切各种普通纸板、瓦楞纸板、塑片、皮革制品的专用设备,适用于印刷、包装装璜、塑料行业之用。具有结构紧凑、制造精良压切力大、精度高、使用方便、操作安全可靠等优点。2、烫金机用途:主要适用于烫印各种彩色电化铝,压制凹凸及模切各种图片商标,产品样本广告、纸盒、书刊、封面、贺年卡等各种高级装璜,印刷制品。是印刷、包装装璜及塑料行业的理想加工设备。

你知道有哪些原因会导致产生噪声吗?下面小编来给大家简单介绍下。1、油箱内液压油不足,油泵吸入空气或滤油器被污物阻塞都会造成油泵缺油,导致油液中的气泡排出撞击叶片而产生噪声,解决方法是检查油量,防止吸入空气及清洗过滤器。2、 液压油粘度高,增加流动阻力,需要更换合适的液压油。3、 由于油泵或电机的轴承或叶片损坏,联轴器的同心度偏差引起噪声,须调整同心度或更换零件。4、 烫金机方向阀反应失灵但功能仍在,如阀心磨损、内漏、毛刺阻塞、移动不灵活、电磁阀因电流不中而失灵亦会产生噪声。解决的方法是清洗阀心或更换新件,电流须稳定及充足。5、 液压组件损坏或油路管道阻塞,令液压油高速流动的产生噪声。6、 机械部分故障,机件润滑不足,零件松动,应找出原因将其紧固或更换。
工艺是包装印刷品最常用到的一道工艺,就是用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他圈装坯料轧切成所需形状或切痕的成型工艺。压痕工艺则是利用压线刀或压线模,通过压力的作用在板料上压出线痕,或利用滚线轮在板按预定位置进行弯折成型。通常压痕工艺是把模切刀和压线刀组合在同一个模板内,在模切机上同时进行模切和压痕加工的工艺,简称为模切。工艺介绍模切压痕的主要工艺过程为:上版→调整压力→确定规矩→粘贴基材辅料→试压模切→正式模切压痕→清废→成品收卷或切张成片→点数包装。



