
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com

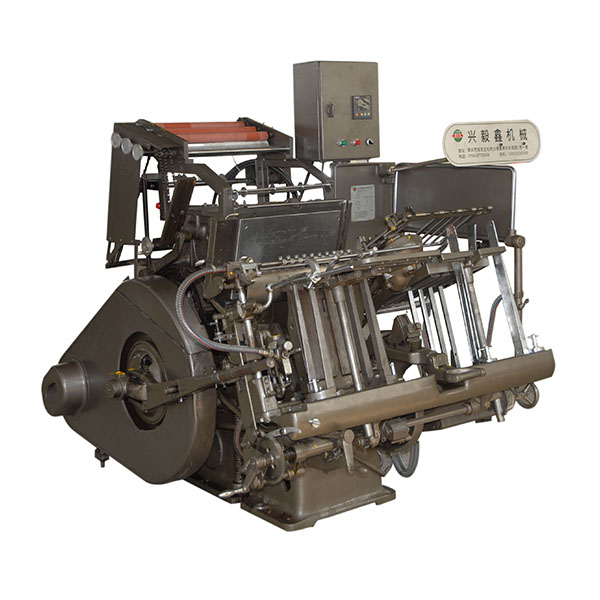
所谓油压烫金机是指在一定的温度和压力下将电化铝箔烫印到承印物表面的工艺过程,油压烫金机就是完成烫金工艺的设备。铝层的烫印转移须要通过压力来完成,烫印压力的大小影响着电化铝的附着牢度。 即便温度合适,如果压力不足,也无法使电化铝良好地转移到承印物上,就会产生印迹发虚、花版等问题;相反,如果压力过大,衬垫和承印物的压缩变形过大,印迹则会发粗,甚至粘连、糊版。通常烫印压力应适当调小,以达到不掉色,附着牢度好为准则。烫印压力务必要均匀,如果发现局部烫印不上和花麻,很可能此处的压力偏小,应在该处的平板上垫上-层薄纸,使压力趋于平衡。调整烫印压力要综合承印物、烫印温度、车速以及电化铝本身等多种因素。一般来说, 纸张结实、平滑度高, 印刷的墨层厚实,以及烫印温度较高、车速慢的情况下,烫印压力应小-些,反之,则应大-些。烫印的衬垫对压力的影响也较大。硬性衬垫可以使印迹清秀,适用于结实、平滑的纸张, 如铜版纸、玻璃卡纸;而软性衬垫则相反,印迹偏粗,适用于面积较大的烫印,特别是表面高低不平,纸张平整度、平滑度差、较粗糙的纸张。同时烫印箔的安装不可过紧或过松, 过紧时字迹缺笔断划;过松则字迹不清,糊版。

在现在的产品表面装饰中起到了尤为重要的作用,所谓工欲其善其事必先利其器。意思为工匠想要使它的工作做好,一定要先让他的工具锋利。形容这要想做好一件事其准备工作是非常重要的。机器在使用过程中也是必须注意保养的,没有合理的保养就机械就会生锈老化,在工作时要是出现意外情况则会耽误生产流程,那么我们应该怎样保养这些器械呢?下面就让小编来带大家了解一下。 首先在使用的过程中会不可避免的受到外部环境的影响,一些脏东西进入烫金机内部就会造成烫金机的使用故障,严重的增加烫金机的负担,减少使用寿命。所以有一个干净的环境和定期清理的习惯是非常重要的。其次就是烫金机的润滑,设备经过一段时间的运行,在印刷机等的电源切断以保障安全的情况下,清理各个活动部位的旧油污,然后重新涂上一遍干净的润滑油。最后检查烫金机的螺丝松紧度也是需要特别注意的,一些铝制部件的紧固螺丝,一定不要超过一定的扭力,只要微微锁紧就可以,否则容易造成滑丝。

介绍的是这个打印有毛边的解决方法,大家可以往下面看! : 1、烫金纸与耗材有关,建议更换烫金纸。 2、建议把耗材的厚度增加! 全自动烫金机打印有毛边,一个跟精度有关,另外跟耗材也有关系,可以更换质量稍微好点的耗材试一下。 打印机老是出纸,先确定下你的纸是否从感应器下通过,然后可以校正下纸张,如果在不打印情况下走纸正常的话,那就是你打印软件里面设置的标签尺寸跟你的实际标签尺寸不符。能是棍子有点问题了 检查一下有磁性的那个棍子。
调整上刀方法与下刀相同,依据裁剪板材的厚度,将上刀调整至合适的间隙,将上下压轮于刀对齐。依次调整好各付刀具的位置。2、开机前先将工作台及周围工具和与工作无关物品清理干净。接通总电源,再合上调速控制箱开关,调节滚到转速。关机时程序于此相反。3、调整刀口间隙时不得敲击刀口,防止刀口崩裂。调整刀口间隙时一般应先调整下刀位置,调整时使用专业工具松开刀片底座上的紧固螺栓,左右活动刀片底座至合适位置,然后将紧固螺栓拧紧。4、操作者必须熟悉设备的一般结构及性能,严禁超性能使用设备。操作平台上的靠模已由厂家*调整后定位,非特殊情况不得调制调整。
经常使用的人们都会知道,热熔胶机使用很长时间以后就会看到胶桶周围一层黑黑的物质,这些就是一些碳化物,很多人会搞不清楚,这些碳化物是怎样形成的呢,我们应该怎样很好的避免产生过多的碳化物呢。其实主要从以下几个方面就可以分析。热熔胶产生碳化甚至发生凝胶的现象主要原因有以下几个方面:胶箱温度太高,温控故障,实际温度低于显示温度,或者温度偏高很多才起控制作用,热熔胶化胶箱表面的胶层碳化,胶本身的热稳定性不好热熔胶在胶箱里面的时间较长。的胶箱里面有两种不同种类的热熔胶存在,针对以上的原因,日常的用胶过程中需要做到以下几方面:胶温设定按照规定的技术参数值,有碳化等异常现象时检查温控和实际温度的差异,胶箱的盖子随时关闭,以免表面的高温热熔胶和新鲜空气接触,加速氧化,长时间少量用胶时,胶箱内热熔胶的添加量不要太多,三分之一到一半的之间多次添加维持即可,已经长时间反复加热的热熔胶清理出来后换新胶,不要使用两种不同性质的热熔胶。烫金机的粘接衬布是在织物表面上均匀徐布热熔胶而制成的。使用时,将粘接衬布裁成需要的形状和大小,将其涂有热熔胶的一面与其他织物材料(面料)的背面热压粘接。它衬在服装里层,作为服装的骨架,简化了服装加工工艺和时间,使服装具有轻盈、美观、舒适、保型、耐洗、耐穿等多方面的效果。



