
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com

又称为“烫印”。一种印刷装饰工艺。将金属印版加热,施箔,在印刷品上压印出金色文字或图案。随着烫印箔及包装行业的飞速发展,电化铝烫金的应用越来越广泛。 任何工艺技术都会受到方方面面因素的因素,除去工艺操作流程本身可调控性,擅于控制烫金过程时的其他因素,会让烫金质量提升一定水平。温度调控 烫金本来一个加热过程,工艺设备过程温度对烫印有着十分重要的影响。合适的温度范围能使树脂层和胶粘剂适度融化,确保铝层转移顺利。压力调控烫印压力的大小决定电化铝的附着牢度。调整过程中,承印物、温度、速度、电化铝本身都应该作为考虑因素,确保压力处于理想状态下的均匀。速度调控一味加快印染速度,却导致产品质量不理想,反而得不偿失。控制好温度和压力的调控,确保烫印牢固,印花清晰,适当的提升速度完全没有问题

转印与植绒转印稍有区别,是在其他形式的印花之前进行,植绒转印是待其他形式的印花品种印完后再进行。1.设备:普通印花台板和带有温控的电熨斗。2.材料:国产烫金纸或进口烫金纸。裁切使其超出图案边沿1Cm左右,能完全覆盖图案。3.黏合剂:除具备间接转印要求外,还要具有较强的黏合力和柔软性,富有弹性,有较好的网印适应性,与印花色浆能很好地混合,干燥性适中。色泽可根据烫金纸的颜色调配。4.印前准备:与间接转印的区别在于不拼版输出单个图案,可与其他印花品种交叉共同出现在一个图案中,品种十分丰富,如:烫金+胶浆印花、烫金+胶浆印花+植绒、烫金+热固油墨印花+金银葱+厚版等等。其他要求与间接转印相同。5.晒版及印刷:用60~100目丝网晒丝网版(网纱经纬与网框呈45°角),把织物铺在印花台板上,印黏合剂1~3遍后焙烘或自然晾干。 6.转印:熨斗通电加热至120℃左右,把巳裁好的烫金纸(若是小图案则可用间接转印裁下的边角料,但颜色必须一致)反铺在巳刮好图案的织物上,要完全覆盖住图案,然后直接在印花台板上用熨斗小心地、缓慢地、力度均匀地压烫,烫金纸本身也涂有黏合剂,尽量控制熨斗不要压在无图文部分而使织物出现瑕疵。稍后要十分小心地、顺着织物经纬方向剥去烫金纸的涤纶基纸,撕剥的速度不能过快。根据图案需要再依次进行其他品种的印花,使图案丰富多彩。影响烫金转印质量的关键因素就是烫金纸转印黏合剂的选用。间接转印与直接转印用的热熔胶品种状态有所不同,前者使用聚乙烯、聚酰胺、聚酯EVA树脂等,后者是乳液形式。注意事项:(1)为防止烫金纸转印不完全或洗涤后部分烫金纸脱落而影响美观,调制的黏合剂颜色深浅尽量能与烫金纸颜色相匹配。(2)要具有较好的网印适性,印后干燥程度直接影响烫金纸转印效果。在直接干燥状态下进行为宜。(3)受热后有较好反应瞬间熔化黏结性,黏结在15~30Pa。(4)要考虑热熔黏合剂热熔温度与织物承受程度,避免造成不必要的损失,一定先做小样测试后生产,有的织物不能承受高温就不能进行压烫。(5)有较好的耐洗涤性。

首先,操作人员要注意防尘,清洁。在实际生产中,模切纸盒时将会产生大的废纸边、纸毛,稍不注意就会进入链条传动部位、模切部动平台及一些旋转运动部位,并可能遮挡住光电检测头等,造成故障。所以,一定要把模切机的机身清洁工作放在首位,而后才可以确保机器无故障运行。其次,模切机的换油。模切机主动作是主电机带动滑杆、滑轮,再带动四副肘杆来运动,其在高速工作中达到每小时6000张,若无良好润滑和冷却是很麻烦的。
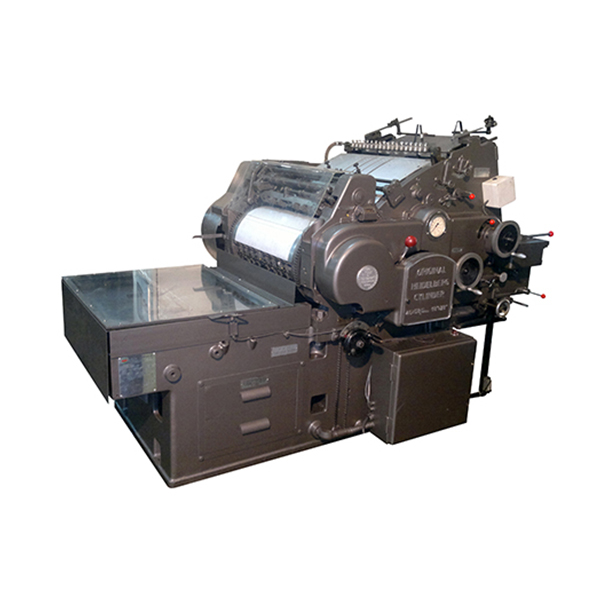
自动烫金机印方式实际上就是平面自动烫金机的工艺原理。平面热转印机主要针对平面承印物和曲面很大的曲面转印。可以进行圆压平转印的产品主要有下面几种形式:整个表面需要转印的产品。家用电器的面板,化妆品盒的某一个面,塑料礼品盒或者木质首饰盒的上表面,玩具拼图板,塑料装饰壁画,桌台展示架,扇面,PVC塑料板等, 滑雪板, 塑料宣传画。通过在工作台上设计浮动装置, 圆压平式烫印机可以转印形状比较复杂的特殊产品。2. 圆压圆烫印方式:是圆柱体热转印机的工艺原理, 为了实现一机多用,绝大多数的烫金机制造工厂将平面热转印机和圆面热转印机的功能结合在一起,实现平曲面的双功能。当进行平面转印时, 胶辊下压并转动,工作台进行左右方向上的移动; 当进行曲面转印时,使工作台静止不动,仅仅使胶辊和圆面产品发生纯滚动的相互作用。u 中空塑料瓶:一类是比较硬的, 能经受胶辊的压力, 这样的瓶子是可以转印的,但必须有轴向定位措施才可, 另一类是比较软的,这类产品必须进行充气方能进行转印。塑料软管牙膏, 洗面奶,护手霜,洁面乳等,这类产品的开口和瓶身一样大,可以制作支撑轴方便的支撑产品供转印。u 杯子类产品杯子类产品类似软管,开口一般比瓶身大, 制作支撑轴更方便,杯子类产品使用转印工艺的比例最大。
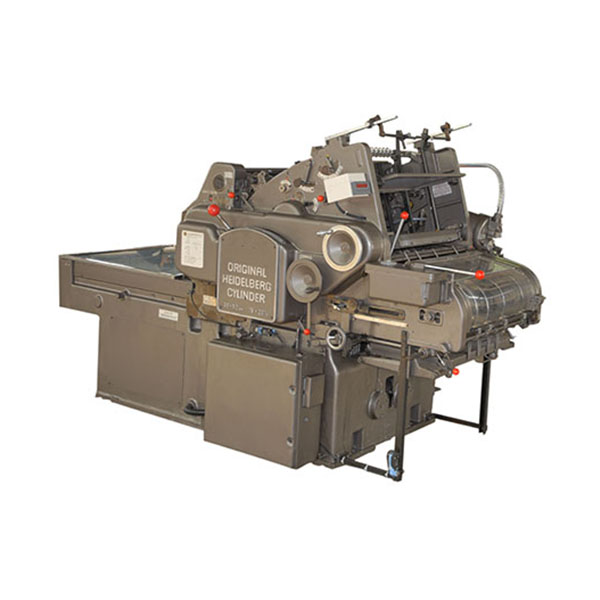
所谓是指在一定的温度和压力下将电化铝箔烫印到承印物表面的工艺过程,就是完成烫金工艺的设备。铝层的烫印转移须要通过压力来完成,烫印压力的大小影响着电化铝的附着牢度。 即便温度合适,如果压力不足,也无法使电化铝良好地转移到承印物上,就会产生印迹发虚、花版等问题;相反,如果压力过大,衬垫和承印物的压缩变形过大,印迹则会发粗,甚至粘连、糊版。通常烫印压力应适当调小,以达到不掉色,附着牢度好为准则。烫印压力务必要均匀,如果发现局部烫印不上和花麻,很可能此处的压力偏小,应在该处的平板上垫上-层薄纸,使压力趋于平衡。调整烫印压力要综合承印物、烫印温度、车速以及电化铝本身等多种因素。一般来说, 纸张结实、平滑度高, 印刷的墨层厚实,以及烫印温度较高、车速慢的情况下,烫印压力应小-些,反之,则应大-些。烫印的衬垫对压力的影响也较大。硬性衬垫可以使印迹清秀,适用于结实、平滑的纸张, 如铜版纸、玻璃卡纸;而软性衬垫则相反,印迹偏粗,适用于面积较大的烫印,特别是表面高低不平,纸张平整度、平滑度差、较粗糙的纸张。同时烫印箔的安装不可过紧或过松, 过紧时字迹缺笔断划;过松则字迹不清,糊版。



