
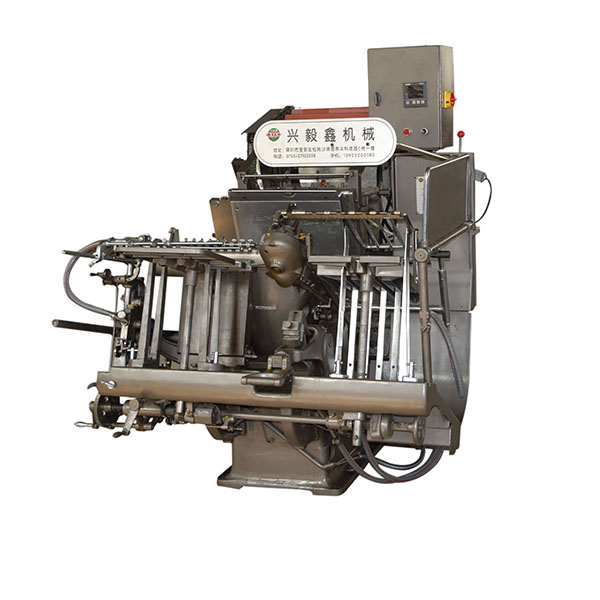
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com
,其的烫印工作中,其在具体对象上,是有很多的,比如平面、弧面、圆面、凹凸面,以及一些不规则的面等。所以,在这个问题上,其回答为是。而且,其在烫印内容上,也是有很多的,比如字体、颜色、花纹及图案等,所以,其应用广泛。2.气动中的气缸型号,应根据什么来确定?此外,烫金机的烫印流程,是什么?气动烫金机这一种烫金机,其在气缸型号选择上,主要是看烫金面积,由这个来决定。而在烫印流程上,则是为: 烫印准备—装版—垫版—烫印工艺参数确定—试烫—签样—正式烫印3.烫金机的烫金效果,是通过什么来实现的?其可以用打印机来代替吗?烫金机的烫印效果,其是通过烫金膜来实现的,而且,这也是必须要有的,不能省略,否则,无法获得烫金效果。而打印机,其在机理上,与烫金机是不一样的的,所以,其是不能代替烫金机,来使用的。

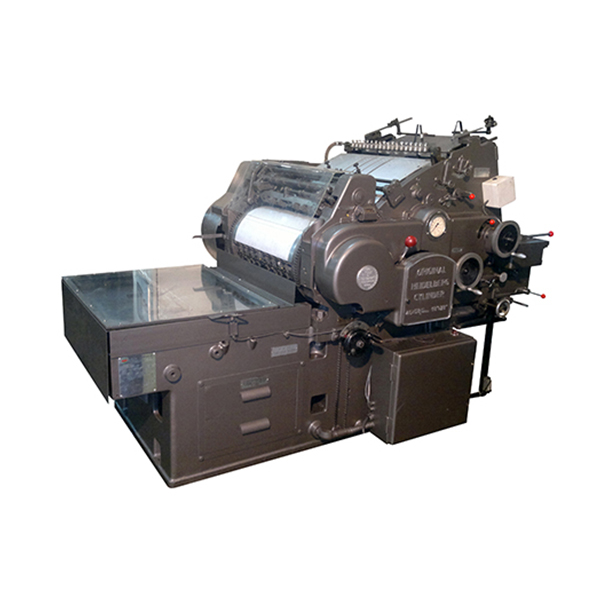
啤烫两用机工艺是包装印刷品最常用到的一道工艺,就是用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他圈装坯料轧切成所需形状或切痕的成型工艺。压痕工艺则是利用压线刀或压线模,通过压力的作用在板料上压出线痕,或利用滚线轮在板按预定位置进行弯折成型。通常啤烫两用机压痕工艺是把模切刀和压线刀组合在同一个模板内,在模切机上同时进行模切和压痕加工的工艺,简称为模切。工艺介绍模切压痕的主要工艺过程为:上版→调整压力→确定规矩→粘贴基材辅料→试压模切→正式模切压痕→清废→成品收卷或切张成片→点数包装。

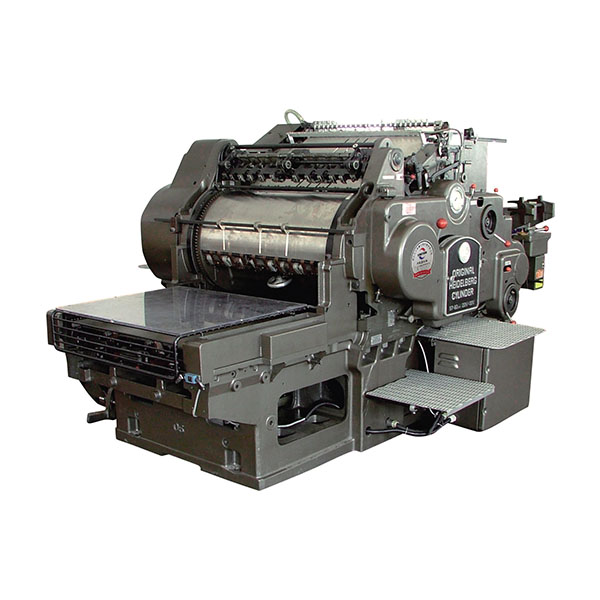
又称为“烫印”。一种印刷装饰工艺。将金属印版加热,施箔,在印刷品上压印出金色文字或图案。随着烫印箔及包装行业的飞速发展,电化铝烫金的应用越来越广泛。 任何工艺技术都会受到方方面面因素的因素,除去工艺操作流程本身可调控性,擅于控制烫金过程时的其他因素,会让烫金质量提升一定水平。温度调控 烫金本来一个加热过程,工艺设备过程温度对烫印有着十分重要的影响。合适的温度范围能使树脂层和胶粘剂适度融化,确保铝层转移顺利。压力调控烫印压力的大小决定电化铝的附着牢度。调整过程中,承印物、温度、速度、电化铝本身都应该作为考虑因素,确保压力处于理想状态下的均匀。速度调控一味加快印染速度,却导致产品质量不理想,反而得不偿失。控制好温度和压力的调控,确保烫印牢固,印花清晰,适当的提升速度完全没有问题

其工艺主要是利用热压转移的原理,在合压作用下电化铝与烫印版、承印物接触。由于电热板的升温使烫印版具有一定的热量,电化铝受热使热熔性的染色树脂层和胶粘剂熔化,染色树脂层粘力减小,而特种热敏胶粘剂熔化后粘性增加,铝层与电化铝基膜剥离的同时转印到了承印物上,随着压力的卸除,胶粘剂迅速冷却固化,铝层牢固地附着在承印物上完成一烫印过程。 烫金机从电化铝的组成和烫印机理看,要想获得理想的烫印效果,烫印所用的电化铝箔必须符合下列要求:底层涂色均匀,没有明显色差、色条和色斑;底胶涂层均匀,平滑、洁白无杂质,没有明显条纹、砂点和氧化现象;光泽度好;牢固度强;清晰度高;型号正确。
经常对进行养护、保护,即能够让它坚持着杰出的作业状况,又能延伸它的使用寿命,让它非常好的为咱们效劳。要养护、保护好,就要坚持杰出的出产环境,并且对机器的活动部位要进行润滑操作。产品出产环境要清洗,无过多粉尘。机器长时间停机时,要用胶袋套上以防尘土。供应机器的电源要求安稳,在电源不稳的区域,需给机器装备稳压器,避免危害烫金机。供应烫印机使用的气体应洁净无杂质,要定期感谢滤水器分水杯中的脏水。坚持机器洁净,活动部位无杂物搅扰。印刷结束后,对平烫头上的残胶(张贴烫印模板)需整理洁净。对机器的活动部位(轴承、轴铰、各导轨、齿条、齿轮、调理丝杆等)需加润滑油。其通常轴承选用钙基润滑脂,能够每两个月(5000小时)换一次;各导轨,齿条、齿轮、调理丝杆(调理轻松省力)等选用黄油,为每周一次。值得注意的是:以上加油的频率为正常作业时间(天天8小时计),如果是接连作业状况下,其加油频率须更为频频。养护、保护烫金机,维持杰出的作业环境,坚持杰出的作业状况,让它非常好的为咱们所用。
烫金机的烫印速度会影响哪些?烫金工艺的一个复杂的工艺技术,完美的烫印效果主要取决于温度、压力和烫印速度的三个层次的相互合作。因此,要控制烫印质量,应把握好合理的烫印温度、烫印压力和烫印速度。这三种条件为烫印的创造了很好的条件,最终使烫印的质量得到保证。下面我们就来介绍下烫印的三大要素之一的速度:烫印速度:印刷速度就是指反映在烫金纸和承印材料的接触时间,直接影响烫印牢度。印刷速度太快,会造成印花等等;印刷速度太慢,不仅会影响印刷质量,影响生产效率。(2016最全烫金原理及其工艺概述烫金机的工作过程中的速度、压力、温度的相互制约,工艺参数都是由烫印速度、压力、温度的顺序决定的。首先确定烫印速度。在正常情况下,将其视为一个恒定不变的,不易改变的,然后再找到匹配的烫印压力和烫印温度,从而可以简化操作过程,而且还容易控制烫印质量。



