
联系人:毛经理
电 话:18675599557
传 真:027-89658566
邮 箱:whxingyixin@163.com
地 址:广东省深圳市宝安区松岗街道沙埔社区二路62-3号103
网址: www.xyxmachine.com

经常对进行养护、保护,即能够让它坚持着杰出的作业状况,又能延伸它的使用寿命,让它非常好的为咱们效劳。要养护、保护好,就要坚持杰出的出产环境,并且对机器的活动部位要进行润滑操作。产品出产环境要清洗,无过多粉尘。机器长时间停机时,要用胶袋套上以防尘土。供应机器的电源要求安稳,在电源不稳的区域,需给机器装备稳压器,避免危害烫金机。供应烫印机使用的气体应洁净无杂质,要定期感谢滤水器分水杯中的脏水。坚持机器洁净,活动部位无杂物搅扰。印刷结束后,对平烫头上的残胶(张贴烫印模板)需整理洁净。对机器的活动部位(轴承、轴铰、各导轨、齿条、齿轮、调理丝杆等)需加润滑油。其通常轴承选用钙基润滑脂,能够每两个月(5000小时)换一次;各导轨,齿条、齿轮、调理丝杆(调理轻松省力)等选用黄油,为每周一次。值得注意的是:以上加油的频率为正常作业时间(天天8小时计),如果是接连作业状况下,其加油频率须更为频频。养护、保护烫金机,维持杰出的作业环境,坚持杰出的作业状况,让它非常好的为咱们所用。
凸版烫金产品版面结构的设计,要注意所采用纸张的性质,才能取得较好的印刷效果。如铜版纸、玻璃粉卡等光滑度好的纸张,可采用大面积的金版,但又要考虑到纸面光亮洁白这一特点,在底色金版中要注意突出露白装饰,即利用纸面光泽与金色版面的适当相衬,力求让版面达到“光彩照人”的美感效果。印刷胶版纸等纸面光滑度较差的纸,则应尽量避免大面积。另外,在同一版面上,图文大小、粗细不宜相差太大。阴字、阴图、阳字不宜太细小,以免出现糊版。金色版面应尽量叠印于深色实地上。如红底、蓝底上烫金效果较好。而印在折纸上或黄底上,效果就不明显著。很多印刷厂的设计人员这方面都没做到位。 二、要把好装版工艺技术关,保证质量 彩色印刷压力均匀充分,是防止印刷发花,保证印刷质量的工艺要求。传统的木底托装版,容易因底托缺乏坚实和平整度,产生不良印刷效果而不宜采用。所以,烫金版托应采用抗压强度高、平整度好的金属性材料,如磁性版托、铝底托等,可较好地防止印刷中途压变异,产生的墨色发花现象。当版面不够平整时,可在滚筒包衬中用剪贴纸贴垫,粘贴位置要准确,胶液要薄刷而均匀,以确保印刷版面压力足够又均匀,保持良好的墨色质量。 三、合理调整好机台,提高烫金工艺效果 凸版全自动烫金机与印其它彩色实地图版所不同的是,它要求匀墨辊和着墨辊越少越好,这是因为印刷机转速越快,墨辊之间转动摩擦所产生的热量就越大,就会促使金墨中的调金粉颗粒残留在墨辊上凝结干燥,剩墨的堆积就越来越多,必然造成金墨传递性能下降。另外,由于墨辊太多,金粉不能很快地传递到印版上,伴随着墨辊摩擦系统的增加,金粉表面的保护层(即硬脂酸等物质)容易被破坏掉,而致使金粉氧化变色,失去光亮效果。

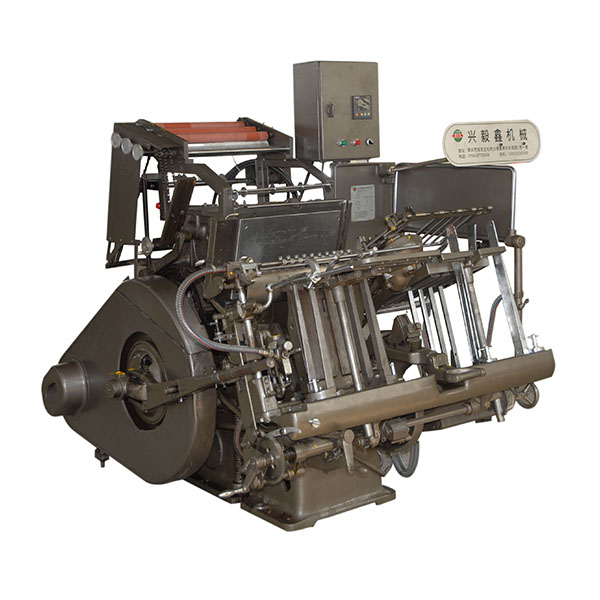
操作简单:1、采用触摸屏设计,易于设定操控条件 2、可以随意调校送箔长度及跳步次数、金箔利用率高3、 采用进口优质电控原件,性能稳定可靠 4、 工作速度达每分钟2500转 5、特别适宜于细致线条、大面积实地烫金地烫金及纸张压纹 6、 套印精度高,特别适宜于高精度套印烫金全适用于橡胶、塑料、皮革、木材、纸张等制品表面的烫金烙印加工。采用气动自动化原理,送收纸采用电机传动,纸带长短可任意控制。具有外形美观操作方便,自动化程度高,压力大等优点烫金的原理是把已有颜色的烫金纸通过压力、时间的调整把烫金纸覆盖到你的承印物上面,随后烫金纸通过了温度和压力的作用下它的胶水层开始与承印物相结合,然后通过烫金纸本有的脱离层与基础层互相脱离,剩下的胶水层、电镀层、颜色层就烫印在您的承印物上面去了。

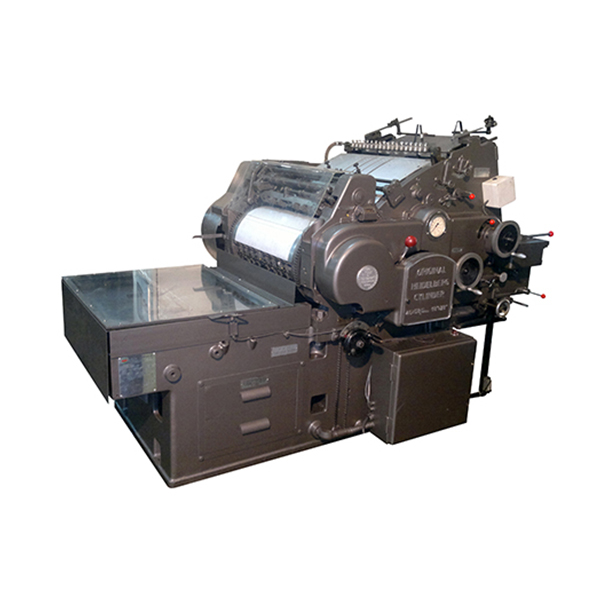
操作简单:1、采用触摸屏设计,易于设定操控条件2、可以随意调校送箔长度及跳步次数、金箔利用率高3、 采用进口优质电控原,性能稳定可靠4工作速度达每分钟2500转5、特别适宜于细致线条、大面积实地烫金地烫金及纸张压纹在全自动烫金机进口市场、出口市场及进出口政策方面,通过对海关二手权威资料的整理分析,得出全自动烫金机进出口产品结构、地域格局及金额,采用的定量和定性研究方法;在全自动烫金机重点企业产品产销、发展规划、产品投放区域格局方面。烫金工艺因其以其富丽堂皇、精致高雅的装潢点缀了印刷品表面,增强了印品的艺术性而得到广泛的应用。在使用时需注意以下几点:1.根据不同被烫物选择合适的烫印箔,同时掌握好温度、烫印压力,烫印速度三方面结合,并根据烫印材料、烫印面积的不同做好调整。2.掌握好车刀的速度和方向3.选择应选用属性适合的纸张、油墨(特别是黑油墨)、煤油、复合的胶水,烫印件必须保持干燥,以免造成烫金层氧化或损伤。

工艺是包装印刷品最常用到的一道工艺,就是用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他圈装坯料轧切成所需形状或切痕的成型工艺。压痕工艺则是利用压线刀或压线模,通过压力的作用在板料上压出线痕,或利用滚线轮在板按预定位置进行弯折成型。通常压痕工艺是把模切刀和压线刀组合在同一个模板内,在模切机上同时进行模切和压痕加工的工艺,简称为模切。工艺介绍模切压痕的主要工艺过程为:上版→调整压力→确定规矩→粘贴基材辅料→试压模切→正式模切压痕→清废→成品收卷或切张成片→点数包装。
所谓烫金机是指在一定的温度和压力下将电化铝箔烫印到承印物表面的工艺过程,烫金机就是完成烫金工艺的设备。铝层的烫印转移须要通过压力来完成,烫印压力的大小影响着电化铝的附着牢度。 即便温度合适,如果压力不足,也无法使电化铝良好地转移到承印物上,就会产生印迹发虚、花版等问题;相反,如果压力过大,衬垫和承印物的压缩变形过大,印迹则会发粗,甚至粘连、糊版。通常烫印压力应适当调小,以达到不掉色,附着牢度好为准则。烫印压力务必要均匀,如果发现局部烫印不上和花麻,很可能此处的压力偏小,应在该处的平板上垫上-层薄纸,使压力趋于平衡。调整烫印压力要综合承印物、烫印温度、车速以及电化铝本身等多种因素。一般来说, 纸张结实、平滑度高, 印刷的墨层厚实,以及烫印温度较高、车速慢的情况下,烫印压力应小-些,反之,则应大-些。烫印的衬垫对压力的影响也较大。硬性衬垫可以使印迹清秀,适用于结实、平滑的纸张, 如铜版纸、玻璃卡纸;而软性衬垫则相反,印迹偏粗,适用于面积较大的烫印,特别是表面高低不平,纸张平整度、平滑度差、较粗糙的纸张。同时烫印箔的安装不可过紧或过松, 过紧时字迹缺笔断划;过松则字迹不清,糊版。



